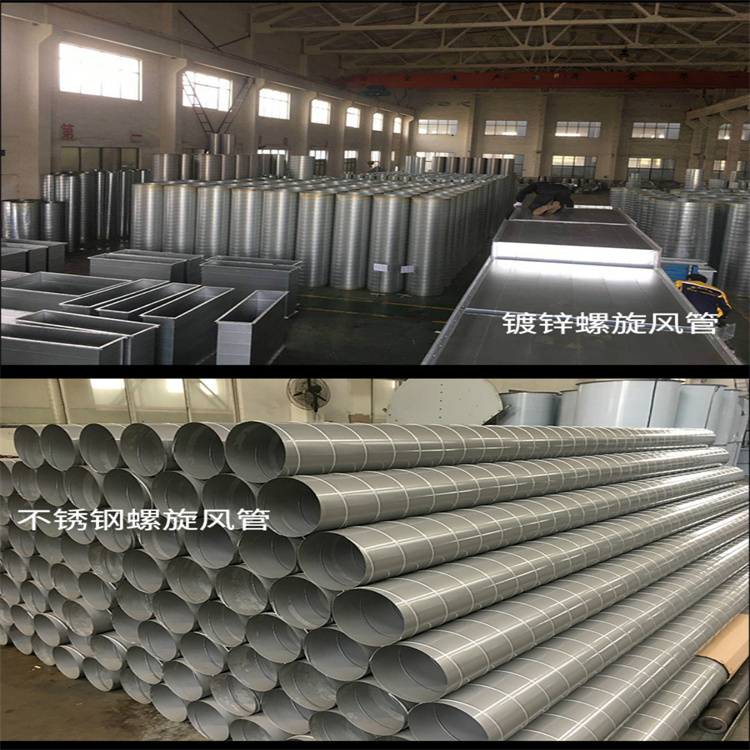
简(jiǎn)述镀锌螺(luó)旋风管加工
2025-02-14 15:58:54 点击:
镀锌(xīn)螺旋风管加工的相(xiàng)关介绍如下:
加工工艺(yì)流程
材料准备:选择合适厚度的镀锌钢板(bǎn),常用厚(hòu)度(dù)在 0.4mm-1.2mm。检查材料(liào)的质量(liàng),确保镀锌层完整、无划痕、无锈蚀等缺陷。
切割下料:根据设计尺寸和规格,使用切割机将镀(dù)锌钢板切割成合适的长度和宽度。切割时要注意切割面的平整度和垂(chuí)直度,避免出现毛刺和缺口。
卷(juàn)板成型:将(jiāng)切割好(hǎo)的镀(dù)锌钢板(bǎn)放入螺旋风管机中,通过机器的旋转(zhuǎn)和挤压作用,将钢板(bǎn)卷成螺旋状的风管。在卷板过(guò)程中,要调整(zhěng)好机器的参数,保证风(fēng)管的直径、螺距和圆度符合设计要求。

咬口连接:采用咬口工艺将风管(guǎn)的边(biān)缘连接在一起,形成密封的管道。常见的咬(yǎo)口(kǒu)形式有单咬口、联(lián)合角式咬口等。咬口时要确保咬口的宽度和深度均匀一致,咬口处无裂缝和松动。
法兰安装:根据风管的连接(jiē)方式,选择合适的法兰进行安(ān)装。法兰与风管的(de)连接可以采用铆接或焊接的方式。铆(mǎo)接时要注意铆钉的间距和(hé)数量,焊接时要控制好焊接温度和速度,避(bì)免(miǎn)出现焊接(jiē)变形和气孔。
加固处理:对于大直径或长距离的风管,需要进(jìn)行加固处理,以提高风管的强度和稳定性。加固方式有角钢(gāng)加固、扁钢加(jiā)固等。
表面处理:对镀锌螺旋风管加工完的产品进行表面清洁,去(qù)除油污、灰尘和杂物。根据使用环境(jìng)和要求,可(kě)对(duì)风管表面进行喷涂防腐漆或镀锌层修复等处理。
质(zhì)量检验:对风管(guǎn)的尺寸、圆度、平整度、咬口质量(liàng)、法兰连接等进行全面检查,确保符合设计和规范要求。还需进(jìn)行漏光检测或漏风检测,检查风管(guǎn)的密封性。
加工设(shè)备
螺旋风管(guǎn)机:是加(jiā)工镀锌螺旋风管的核心设备,可将镀锌钢板卷(juàn)制成螺旋状的风管(guǎn)。有全自动和半自动之分,全自动螺旋风管机自动化程(chéng)度高,生产效率快,加工精度高。
切割机:用于切割镀锌钢板,常用(yòng)的有等离子切割(gē)机、激光切割机等(děng)。等离子切割机切割速度快,切(qiē)割面平整;激光切割(gē)机切(qiē)割精(jīng)度高,可切(qiē)割复杂形状的板材。
 咬(yǎo)口机:用于制作风(fēng)管的咬口连接,能根据不同的咬口形(xíng)式进行调整和加工(gōng)。
咬(yǎo)口机:用于制作风(fēng)管的咬口连接,能根据不同的咬口形(xíng)式进行调整和加工(gōng)。
法兰成型机:可将角钢或扁(biǎn)钢加工成所需的法兰形状和尺寸,提高法兰(lán)的加工精度和效率(lǜ)。
电焊机:用于(yú)风(fēng)管的焊接连(lián)接,如法兰与(yǔ)风管的焊接(jiē)、加固件的(de)焊接(jiē)等。常(cháng)见的有手工电弧焊机、气体保护焊机等。
其他辅助设备:如卷(juàn)板机、剪板机、压(yā)筋机、倒角(jiǎo)机等,可对镀锌钢板进行预处理(lǐ)和加工,提(tí)高风管的(de)加工质量和效率。
- 上(shàng)一篇:镀锡与镀锌螺旋风(fēng)管加工后密封性谁更优? 2025/2/14
- 下一篇:镀锌螺旋风管的日常维护方法(fǎ)有(yǒu)哪些? 2025/2/13